
今回のテーマは磨き材です。設計に配属され、すぐ覚えさせられるのが、この「磨き材」。
ですが、なかなかに奥が深いのも、この「磨き材」。うまく使うことで加工コストを下げることができます。しかし使い方を間違えると反ってしまい、協力会社からお叱りお電話を頂くことになるでしょう。
今回は磨き材を上手に使えるようになるために、下記テーマを記事にしようと思います。
- 磨き材の公差ってどれくらい?
- 磨き材って面粗度はどれくらい?摺動部に使っていいの?
- 磨き材でやってはいけないことは?
磨き材について まとめ
これが今回の記事のまとめです。
詳細を記載しますので、興味のある部分は確認してみてください。
磨き材とは
磨き材とは、金属を生成するときの加工方法を「冷間圧延加工」にて行うことで磨き材になります。
冷間圧延加工とは、鉄の塊をローラーに通して規格の厚みと幅に加工(圧延加工)する際、常温で加工することです。ちなみに熱して圧延加工する場合は「熱間圧延加工」と言われ、熱間圧延加工にてで気上がる材料を黒皮材と呼びます。
磨き材の特性は
- 表面が6F(6面フライス)した材料のように光沢があり
- 厚み・幅に精度がでており
- 内部に残留応力が溜まっている
という特性があります。
「この部分は磨き材でいこう」と組図を描きながら決めることできると、上手な設計者だといえます。ですから入社1年目の最初に覚える仕事は、規格材の寸法を覚えることです。
私も呪文のように唱えた覚えがあります・・・
磨き材の正式な記号
自分も当初は「磨き材=〇〇〇-D」と覚えていました。しかし実際はもっと複雑な記号なんです。
実は磨き材の丸棒は-D(冷間圧延・引抜)以外にも-G(研削)-T(切削)などを指示することができます。規格の形状にするまでのプロセスの指示ができるというわけです。他にも熱処理も指定することができます。
しかし指示できると言っても、世に流通している磨き材のほとんどは-Dです。
なので本記事の最初では「磨き材とは冷間圧延加工された材料」と言い切っています。
磨き材は「-D」のみだと覚えておいて全然問題はありませんが、詳しい人に出くわしたとき「お。こいつ!!やりおる・・・」と思わせるために、下記表を頭に入れるとよいでしょう。
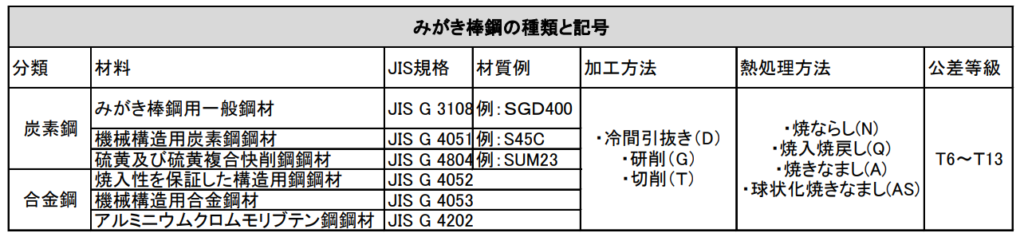
表からわかる通り、いろいろと指定できます。少しわかりにくいので例を記載しますので表と照らし合わせ確認してみてください。
SGD 400−T 12
みがき棒鋼用一般鋼材SGD Bを用いて許容差の公差等級IT12に切削仕上げを行い,機械的性質を保証したもの。
S 45 C−DQG 7
機械構造用炭素鋼鋼材S 45 Cを用いて冷間引抜きを行い,焼入焼戻しを施した後,許容差の公差等級IT7に研削仕上げしたもの。
S45C-DQ7
機械構造用炭素鋼であるS45Cを冷間引抜して製造したみがき棒鋼のうち、焼入れ焼き戻しの熱処理をしたもので、公差等級がIT7のもの
磨き材の公差
磨き材の公差は表に記載の通りです。
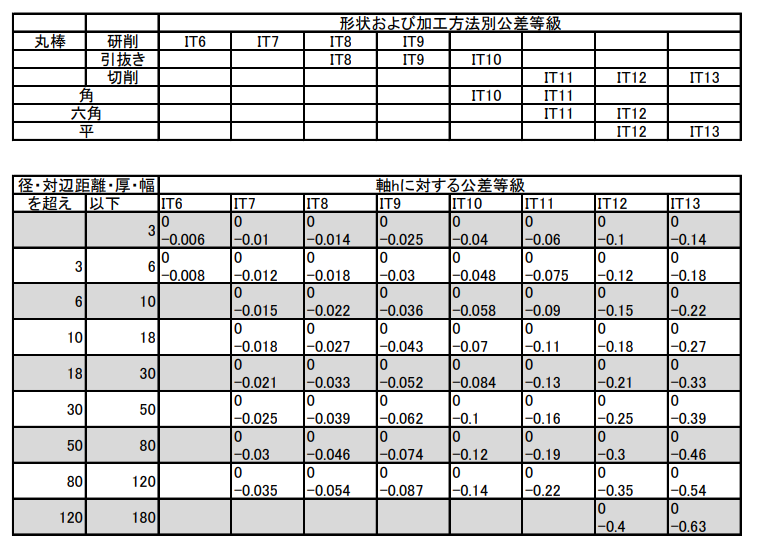
丸棒だとh6・h7・h8・h9が指定でき、平板ですと12級・13級を指定することができます。
一般的に図面に記載しているのは「-D」のみだと思います。その場合どの等級のものが来ているのかは、実際に手配されている仕入れ先に確認するのが確実と思います。
磨き材の面粗度
磨き材の面粗度はRa0.4~0.9です。この面粗度であれば摺動面でも使用できそうですが、実際は使用してはいけません。
詳細は次の項目で説明します・
磨き材でやってはいけないこと・注意すること
面粗度も公差も精度がよく、万能に思われますがデメリットも数多くあります。磨き材でやってはいけないことと注意する内容を記載します。
下記に記載のものは冷間圧延加工の材料での注意点です。
- 板厚を切削し厚みを変える。
「磨き材は面を削るな!」と良く言われます。その理由は内部に残留している「残留応力」によるものです。冷間圧延加工は常温下にてローラーで圧延するため加工硬化を起こしており内部応力が溜まります。
こんなイメージで内部に応力が残った状態です。物体は力のバランスの取れたところで静止するので磨き材は規格材の状態でバランスが保たれています。。
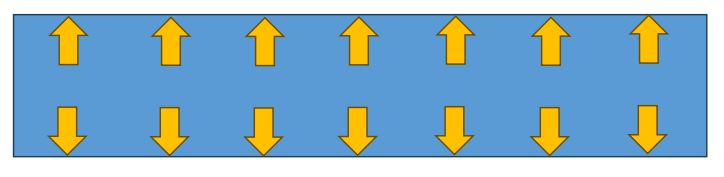
磨き材の内部応力イメージ図
この規格寸法から一面を引いてしまうとどうなるか。それは下の絵のようになります。
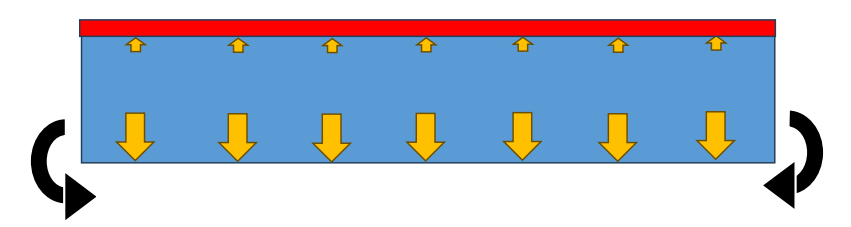
磨き材の厚み削った時のイメージ図
絵の上側部分の赤色部分が削りとられました。赤色部分でも内部応力がかかっており、力を発生している箇所を取ってしまったことでバランスが崩れ、反りが発生するのです。
- 摺動部への使用
板厚切削と同じ理由です。
摺動部はいずれは摩耗して減っていきます。磨き材を使用するといつか板厚が減ってしまい反りの原因となります。
- 大きな穴加工など、規格材寸法から大きく形状を変える
これも内部応力による反りが発生します。バランスを崩してしまうためです。
- 焼き入れ処理は不可
同じく内部応力が原因です。金属が熱く加熱されると柔らかくなり内部応力による変形がおきます。
- 長物材での使用について
磨き材はJIS規格では「反りがないこと」と記述がありますが、自分の経験では反りはあります。この反りが厄介です。反っている材料を固定すると真っ直ぐになるのですが、固定を外すとまた元の反り状態に戻ります。よって精度の要求される部分には使用できないでしょう。
- 溶接物は基本不可
内部応力があるため溶接すると反ります。なので基本溶接は不可です。
なぜ「基本」なのかと言うと、自分はタップ座などには使用しているからです。
面は欲しいけど、溶接後加工はしたくない。他との位置精度も不要なタップ座には磨き材を溶接しています。
海外での磨き材
日本と同様の磨き材は海外にはないと思います。
厳密にいえば中国では磨き材はあるのですが、切削しても反らなかったりと特性が違います。おそらく切削で製作していると思われますが・・・
アメリカ合衆国の知人に聞いても、無いと思うとの回答でした。
もし詳しい方いらっしゃいましたら、教えて頂けるとうれしいです。


コメント